
Multifunktionell automatesch duebel Drot Feeder

Multifunktionell automatesch duebel Drot Feeder,
,
Sécher.- Sécher
Onofhängeg Fuerschung an Entwécklung vu Sécherheetserkennungssystem, Ariichten eng Zuel vu Sécherheetsalarm, Sécherheet a Stabilitéit
Zäit spueren - efficace a praktesch
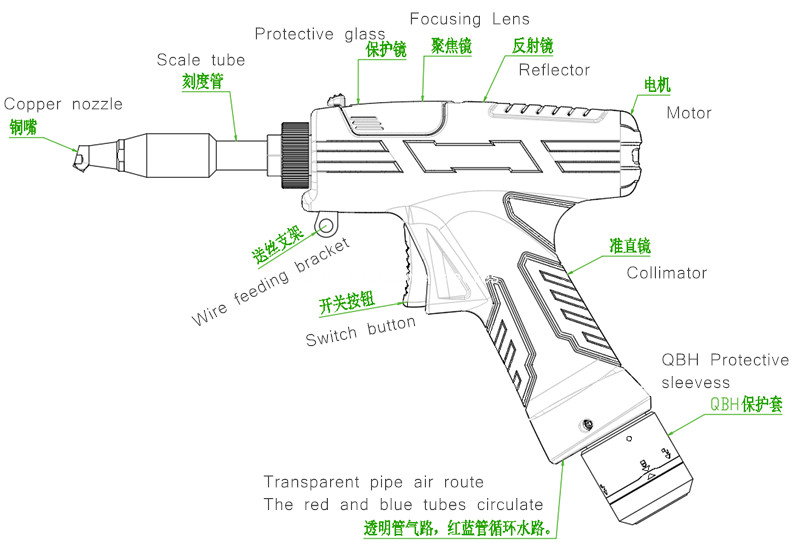
Fokusspigel, Schutzspigel Tirang, praktesch Ersatz
Liichtegkeet - Liichtegkeet reduzéiert d'Laascht
Méi kleng Gréisst, méi hell Gewiicht, flexibel Operatioun, einfach ze benotzen
Qualitéit - schéin Schweess - stabil Leeschtung
Héich Schweessstäerkt, kleng Verformung, héich Schmelzdéift
Leeschtung - Multiple Funktiounen
Ënnerstëtzt Hand-ofgehalen kontinuéierlech Schweess, Punkt Schweess, Botzen, opzedeelen, "Hand" "zënter" - Kierper, Passwuert Autorisatioun
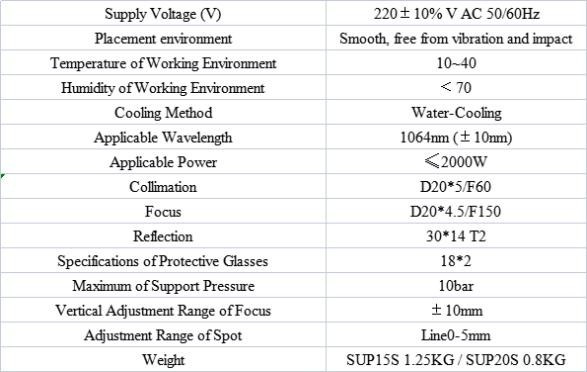
Super Schweißkopf ass en Handheld Schweißschneidkapp deen am Joer 2019 gestart gouf. De Produkt deckt Hand-ofgehalene Schweißgewierer a selbstentwéckelte Kontrollsystemer, an ass mat multiple Sécherheetsalarmer an aktive séchere Kraaft- a Liicht-Off Astellungen ausgestatt.Dëse Produit kann op verschidde Marken vun Léngen Laser ugepasst ginn;der optimiséiert opteschen a Waasser ofgekillt Design erlaabt der Laser Kapp eng Aarbecht stabil fir eng laang Zäit ënner 3000W.
1) Sécherstellen zouverlässeg Buedem virun Energieversuergung.
2) De Laserausgangskop ass mam Schweesskop verbonnen.Iwwerpréift w.e.g. de Laserausgangskop suergfälteg wann Dir se benotzt fir Stëbs oder aner Verschmotzung ze vermeiden.Wann Dir de Laserausgangskop botzt, benotzt w.e.g. speziell Lenspabeier.
3) Wann d'Ausrüstung net am Aklang mat de Methoden benotzt gëtt, déi an dësem Handbuch spezifizéiert sinn, kann et an anormalen Aarbechtskonditioune sinn a Schued verursaachen.
4) Wann Dir d'Schutzlens ersetzt, gitt sécher datt Dir se schützt.
5) Notéiert w.e.g.: Wann Dir fir d'éischte Kéier benotzt, wann d'rout Luucht net aus dem Kupfermënd kënnt erauskommen, gitt sécher net Liicht ze emittéieren
Package Liwwerung Detailer
Hand-ofgehalen Schweess Kapp Pak Liwwerung Detailer
★ Éischt Layer
SUP20S Schweißkopf 1st
System 1 Set
System Kabel Standard 10m
★ Zweet Layer
Kupferdüse 7 Stk Schneiddüse 1 Stk
Skala Tube 1 Stk
Schutzlens 10 Stk
Buedemklemm 1 Stéck
Écran Verbindung Kabel 1m
Display Schnalle 1 Set
Drëtt Layer
Display Écran 1 Stk
Uewerschalter 2 Stk
Controller wiring Definitioun
Controller Stroumversuergungsterminal
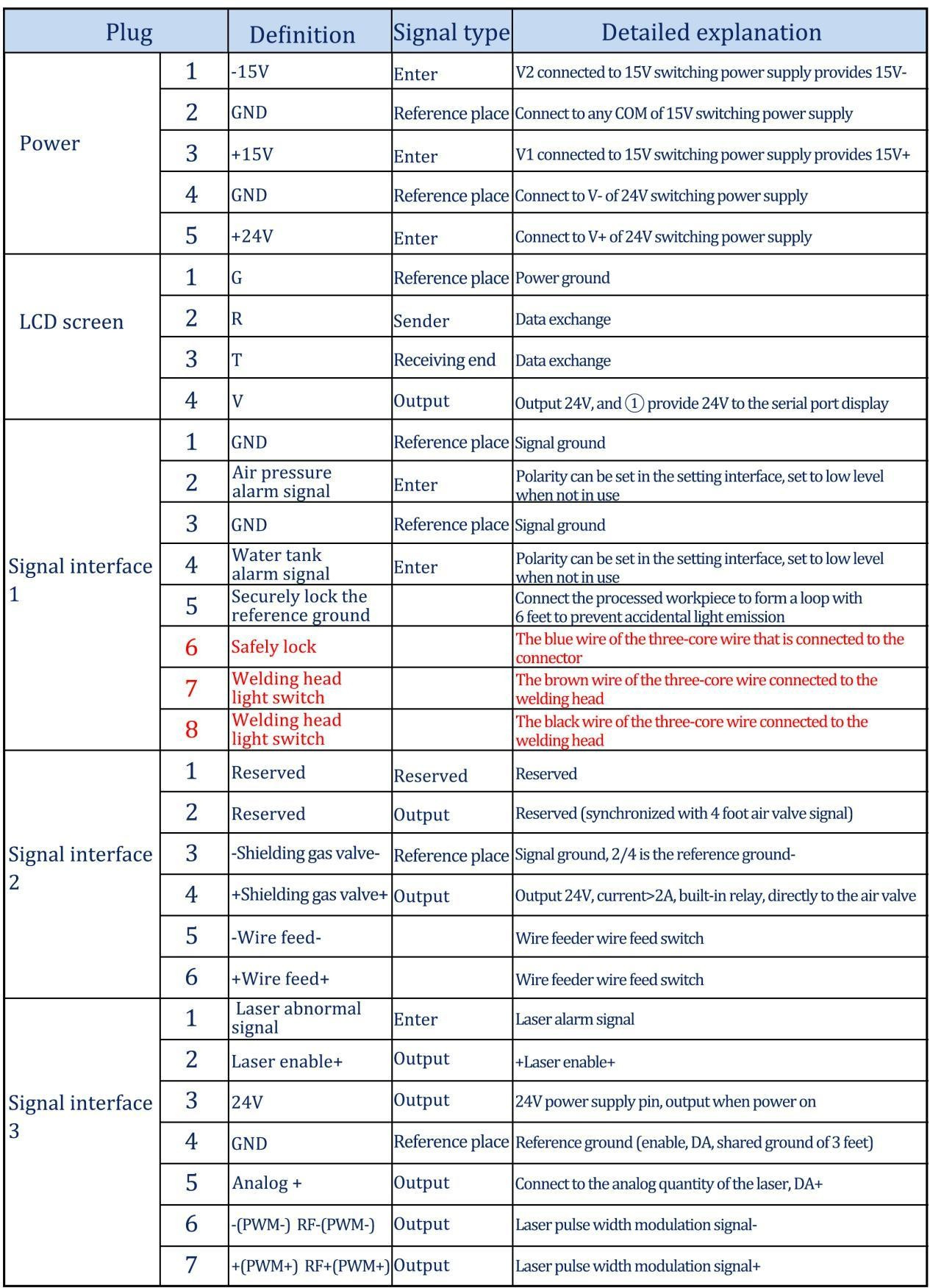
D'Energieversuergung benotzt den 5P Interface, an déi geliwwert 24V Schaltkraaftversuergung an 15V Schaltkraaftversuergung gi fir Energieversuergung benotzt
Maacht weg datt d'15V Schaltkraaftversuergung déi positiv an negativ Pole ënnerscheet, V1 ass mat 15V+ verbonnen, V2 ass mat 15V- verbonnen, an all COM op der 15V Schaltkraaftversuergung ass mat Pin 2 GND verbonnen!
Maacht weg datt d'Schaltkraaftversuergung muss Buedem sinn!
Controller LCD24/5000
Den LCD Kabel gëtt mam Apparat geliwwert a kann direkt verbonne ginn.Gesinn d'Figur uewen fir spezifesch Definitiounen
Controller LCD24/5000
Den LCD Kabel gëtt mam Apparat geliwwert a kann direkt verbonne ginn.Gesinn d'Figur uewen fir spezifesch Definitiounen
Controller Signal Interface 1
①/②Pin ass den Loftdrock Alarm Signal Input, wann Dir musst aktivéieren (Wiring néideg), stellt w.e.g. den Loftdrock Alarm Niveau am Hannergrond als héich, soss ass et niddereg
Den ③/④ Pin ass den Input vum Waassertank Alarmsignal.Wann Dir et aktivéiere musst (Verdrahtung ass erfuerderlech), setzt w.e.g. den Loftdrockalarmniveau am Hannergrond als héich, soss ass et niddereg
⑤D'Zuel Pin ass de Referenz Terrain fir d'Sécherheet Buedem Spär, an et ass direkt un der Veraarbechtung workpiece verbonne mat engem Drot
⑥ Nee PIN ass d'Sécherheet Buedem Spär vun der Schweess Kapp, verbonne mat de bloen Drot vun der dräi-Kär Drot, wann de Schweess Kapp d'workpiece beréiert, ass d'Sécherheet Spär op dëser Zäit
⑦Den Nummerpin ass de Schalter vum Schweißkopf, verbonne mam brong Drot vum Dräi-Kär Drot
⑧Pin Nr.
Notéiert w.e.g. datt nëmmen wann et keen Alarm ass, an d'Signal vum Sécherheetsschloss an Ausléiserknäppchen op ass, gëtt d'Ausgangssignal vum spéideren Hafen geschéckt.
Controller Signal Interface 2
Den 2 Enn vun der Signalinterface benotzt en 6P Interface, an de Loftventil ass mat der Drotfudder verbonnen
①Reservéiert Féiss
②Reservéiert Féiss (synchroniséiert mat 4-Pin Signal)
③/④De Fouss ass de Ventil 24V Ausgang, verbonne mam Ventil
⑤/⑥De Pin ass de Signaldrot vum Drotfeeder, de Signalport vum Drotfeeder, egal vu positiven oder negativen
Controller Signal Interface 3
①Pin ass de Laser Alarm Signal Input +, wann Dir et aktivéiere musst, setzt w.e.g. den Loftdrockalarmniveau op héich am Hannergrond
②Pin ass aktivéiert +, verbënnt mat Laser aktivéieren +
③ De Pin ass 24V Ausgang, direkt Ausgang 24V+ nom Stroum
④ Hausdéier Nr ass e gemeinsame Grond (Referenzgrond fir Féiss 1/2/3/5)
⑤D'Zuel Pin ass analog Quantitéit + Ausgang, déi analog Quantitéit gëtt uginn
⑥Pin ass PWM-moduléiert Signal
⑦D'Zuel Pin ass PWM + Modulatioun Signal
Controller wiring diagram
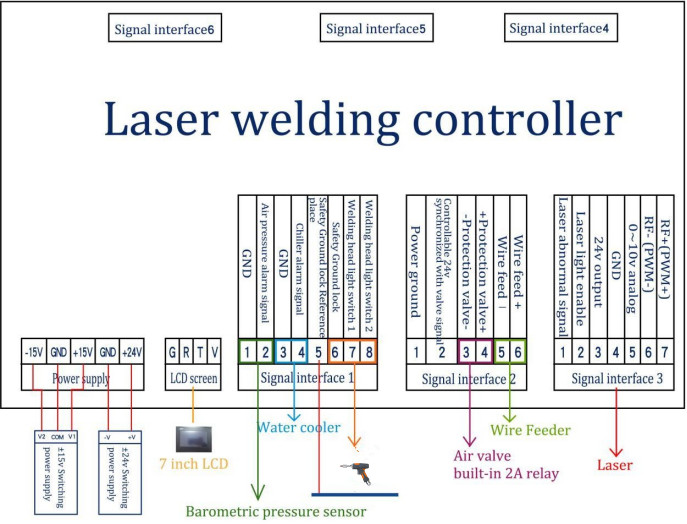
Bemierkung: De COM-Terminal vun ± 15V Schaltkraaftversuergung an den -V (0V) Klemm vun +24V Schaltkraaftversuergung muss mat GND verbonne sinn a gläichzäiteg mat dem Werkstéck verbonne sinn.D'Schuel vun der Schaltkraaftversuergung muss mam Buedem verbonne sinn, soss kann e Sécherheetsgrënnschlossalarm optrieden, a kee Liicht gëtt emittéiert.
Optesch Input Interface
SUP Schweess Kapp ass gëeegent fir déi meescht industriell Laser Generatoren.Allgemeng benotzt optesch Faserverbindungen enthalen IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, etc. D'Optik muss propper gehal ginn an all Stëbs muss virum Gebrauch ewechgeholl ginn
Wann d'Faser agefouert gëtt, muss de Schneidkapp 90 Grad gedréint ginn fir horizontal ze sinn, an dann gëtt d'Faser benotzt fir ze verhënneren datt Stëbs an d'Interface falen.
Installatiounsmethod (Applets)
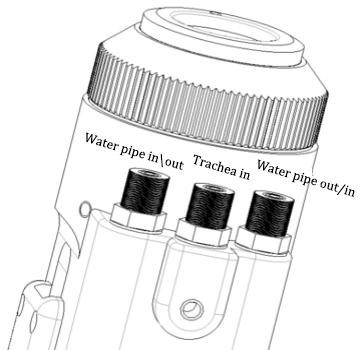
Schirmgas a Waasserchiller Interface
D'Waasserleitung an d'Loftpipe-Interface kann mat Schlauchen mat engem äusseren Duerchmiesser vu 6MM an engem banneschten Duerchmiesser vu 4MM installéiert ginn.D'Loftwee geet an d'Mëtt an, an déi zwou Säiten si Waasserinlet- an Outletpipelines (egal vun der Richtung vum Inlet an Outlet) , Wéi hei ënnendrënner:
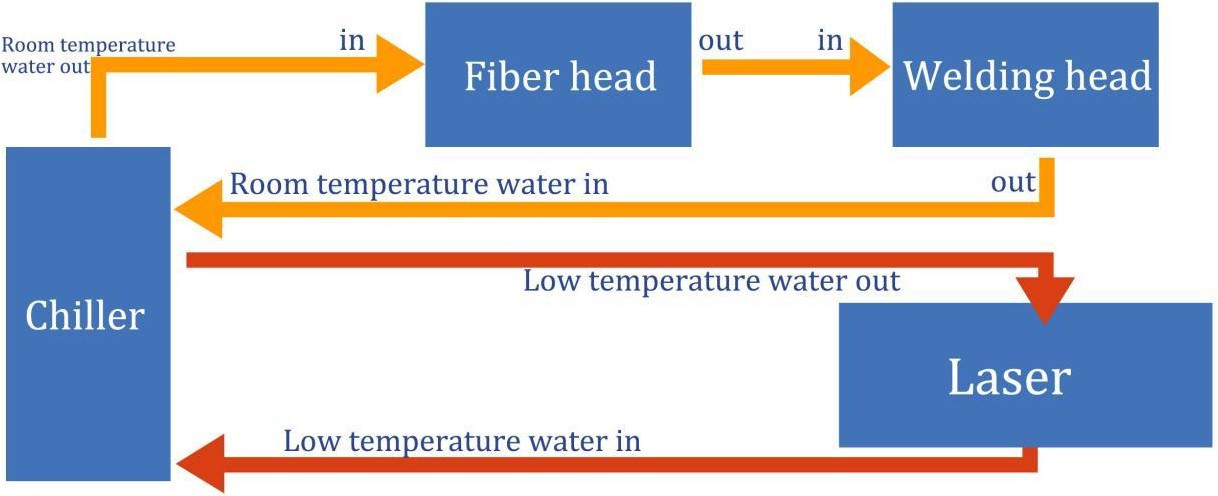
De Killsystem ass opgedeelt an de Waasserkreesdeel vum Schweißkopf an de Waasserkreesdeel vum optesche Faserkopf, déi a Serie verbonne sinn, wéi an der Figur hei ënnendrënner:
Schweess Pistoul a Kontroll Këscht Verbindung Interface
D'Schweißpistoul an d'Kontrollkëscht benotzen dräi Drot fir ze verbannen, inklusiv: Zwee-Kär Motorkraaftlinn, Fënnef-Kär Motor Signallinn, Dräi-Kär Sécherheetsgrënnschloss an Ausléiserknäppchenlinn
D'Motorkraaft / Signal Drot (zwee schwaarz Dréit ofgepëtzt) sinn direkt un de Motor Deel vun der Schweess Kapp ugeschloss a kann disassembled ginn (zwee Optiounen sinn disponibel: 1. Open de Motor Cover an Säit Plack vun der Handheld Schweess Pistoul 2. Öffnen der Kontrollbox All sinn Stecker)
Sécher gespaarten an Ausléiser Knäppchen Dräi-Kär Drot benotzt Abnehmbare Loftfaart Plug: Sécher gespaarten a Knäppchen Drot, vun deenen 1 ass blo, 2 ass schwaarz, an 3 ass brong (verbonne mat Pin 6/7/8 vun Signal Interface 1, gesinn de wiring Definitioun vun der Kontrollbox uewendriwwer fir Detailer)
Installatioun vun Drot Feeder
D'Zwee-Kär Loftopklärung Stecker um Schwäif vun der Drot fidderen ass verbonne mat PIN 5/6 vun Signal Interface 2. Referenz op déi folgend fir déi spezifesch Installatioun Method
Klickt: Wire Feeder Installatiounsinstruktiounen (Applets)
Kontrollpanel an Operatiounsguide (folgend ass V3.3 Versioun)
Operatioun Resumé an Operatioun Guide
D'Operatiounspanel vun der SUP Serie besteet haaptsächlech aus Touchscreen a Kontrollbox.
Touch der Haaptsäit, Prozess, Kader, an Iwwerwachung vun der Operatioun Interface.
Touchscreens Operatioun Haaptsäit
①An dësem Interface kënnt Dir déi aktuell Prozessparameter an Instant Alarminformatioun gesinn.
②De Laser ass aktivéiert an d'rout Luucht ass ON wann et ageschalt ass.
③ D'Sécherheetsschloss ass normalerweis gro, a wann de Schweißkopf d'Werkstéck beréiert, gëtt et gréng a kann veraarbecht ginn.
④ Schweißmodus Auswiel, de Standard ass kontinuéierlech.Wann et op Punktschweißen agestallt ass, kann et intermittéierend Liicht emittéieren fir Punktschweißoperatioun, wat bequem ass fir d'Platzschweißzäit ze kontrolléieren wéinst mënschleche Feeler.Dës Funktioun muss agestallt ginn wéi néideg (V3.3 Versioun ass déi uewe genannte Funktioun)
Prozess Operatioun Haaptsäit
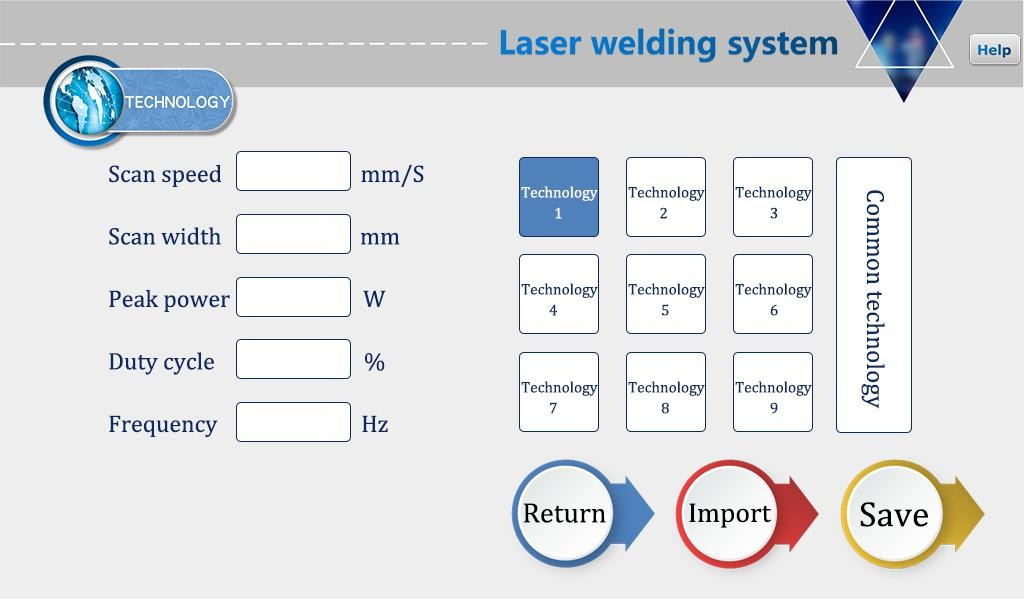
①De Prozess-Interface enthält de Prozessparameter fir Debugging, déi geännert kënne ginn andeems Dir op d'Këscht klickt.Nodeems d'Ännerung ofgeschloss ass, klickt OK, a späichert se dann am Ofkiirzungsprozess.Wann Dir et benotzt, klickt Import (Änneren-Späicheren-Import).
②D'Scannengeschwindegkeet ass 2-6000mm / S, an d'Scannenbreetbereich ass 0^5mm.D'Scannengeschwindegkeet ass limitéiert duerch d'Scannenbreet.D'Begrenzungsverhältnis ass: 10≤Scannengeschwindegkeet / (Scannenbreed*2) ≤1000 Wann et d'Limite iwwerschreift, gëtt et automatesch de Limitwäert.Wann d'Scannerbreet op 0 gesat ass, scannt se net (dh Punktliichtquell) (déi meescht benotzt Scangeschwindegkeet: 300 mm / S, Breet 2,5 mm).
③ D'Peakkraaft muss manner wéi oder gläich wéi d'Laserkraaft op der Parameter Säit sinn (zum Beispill d'Laserkraaft ass 1000W, dann ass de Wäert net méi héich wéi
1000).
④ Duty Verhältnis Gamme 0 ~ 100 (Standard 100, brauch normalerweis net ze änneren).
⑤D'recommandéiert Pulsfrequenzbereich ass 5-5000Hz (de Standard ass 2000, normalerweis muss et net geännert ginn).
⑥Klickt op den HELP Knäppchen uewe riets fir méi verbonne Parameter Erklärungen ze kréien.
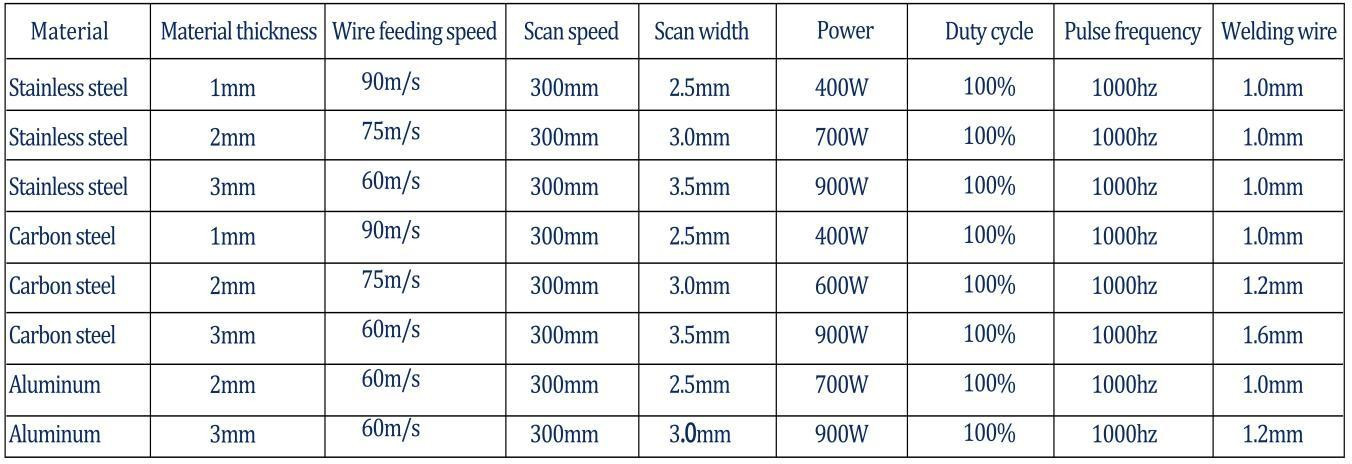
Prozessreferenz (ënnerleien zu aktuellen Konditiounen, folgend ass nëmme fir Referenz)
Set Operatioun Haaptsäit
Passwuert 123456
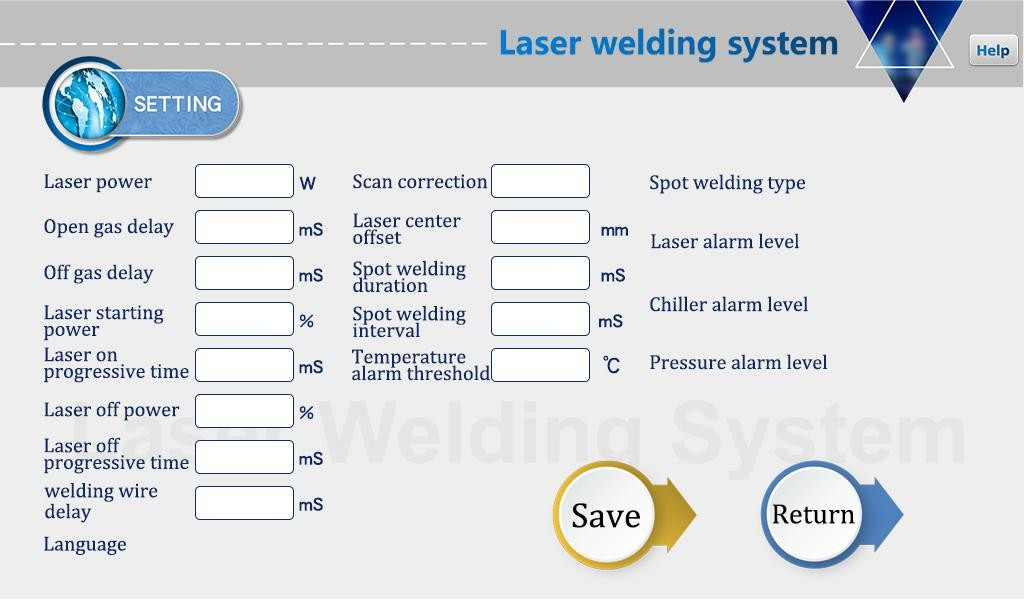
① D'Laserkraaft ass déi maximal Kraaft vum benotzte Laser.
②De Schalter Loftverzögerung ass Standard op 200ms, an d'Gamme ass 200ms-3000ms.
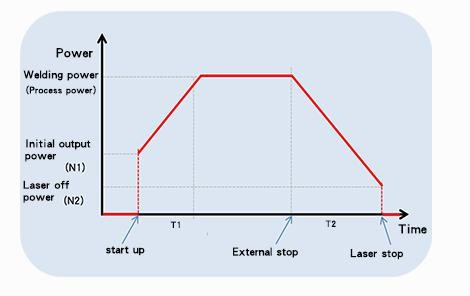
③ Wann d'Liicht ageschalt ass, wäert et graduell vun N1% vun der Prozesskraaft op 100% eropgoen;wann d'Luucht ausgeschalt ass, wäert et graduell vun 100% vun der Prozesskraaft eropgoen.
fir N2;(wéi an der Figur ënnendrënner).
④Draadfütterungsverzögerungskompensatioun ass d'Draadfütterungszäit relativ zum Liichtsignal, deen a Verbindung mat der Réckzuchsfunktioun benotzt ka ginn.
⑤D'maximal Temperaturalarmschwell ass 70 ℃.Wann de Wäert op 0 gesat gëtt, gëtt den Temperaturalarm net festgestallt.
⑥Scan Korrektur Koeffizient Beräich 0,01 ~ 4, Koeffizient Zil Linn Breet / Mooss Linn Breet: allgemeng 1,25.
⑦ Laser Zentrum Offset -3 ~ 3mm, reduzéiert et a réckelt et no lénks, erhéicht et a réckelt et no riets.
⑧Den Alarmniveau Signal ass de Standard, an de geschützte Alarm kann direkt op déi entspriechend Niveauerkennung geännert ginn.
⑨Spot Schweess Dauer ass d'Liichtemittéierzäit nodeems Dir den Ausléiser zitt, dat heescht, och wann de Knäppche fräigelooss gëtt, gëtt d'Liicht nach ëmmer emittéiert no der Zäit verbraucht (V3.3 Versioun ass déi uewe Funktioun)
⑩Spot Schweess Intervall Zäit ass d'Stopp Liicht Zäit tëscht zwee Punkt Schweess nodeems Dir den Ausléiser Knäppche zitt (V3.3 Versioun a méi héich Funktioun)
⑧Klickt op den HELP Knäppchen uewe riets fir méi verbonne Parameter Erklärung ze kréien.
Iwwerwachung Haaptsäit Interface
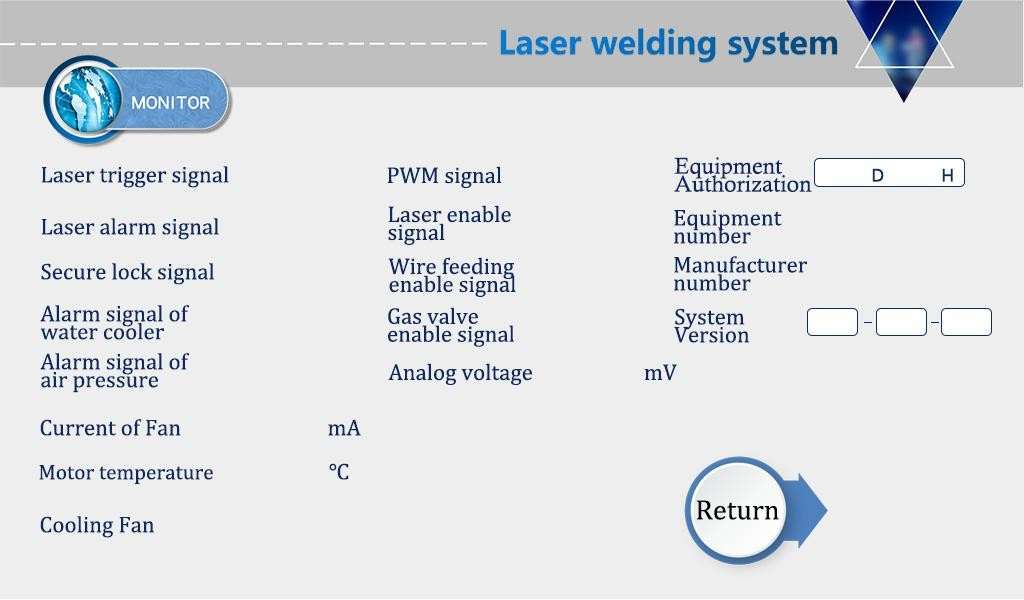
Dësen Interface weist de Status vun all Detektiounssignal an Apparatinformatioun
Klickt op d'Apparat Autorisatioun fir d'autoriséiert Benotzungszäit Interface anzeginn, nodeems Dir d'Passwuert aginn hutt, kann de System fir d'Benotzungszäit autoriséiert ginn
D'Autorisatiounsverschlësselung an d'Entschlësselungsmethoden sinn déiselwecht:
System Entschlësselungsmethod (Apple) Breet Schweißpass, méi héich Pénétratioun.
Touchscreen, an ënnerstëtzt eenzeg Drot fidderen an duebel Drot fidderen